Skip to content
Menu
官网首页
关于高谱
弯曲产品
数控拉弯机
数控滚弯机
数控滚绕弯机
下载中心
高谱资讯
公司新闻
展会讯息
联系我们
English
Toggle Navigation
拉弯机
防撞梁数控拉弯机
三维数控拉弯机
通用型数控拉弯机
操作系统PC20
滚弯机
立式A型机
立式数控滚弯机A12T
三维数控滚弯机A12T-2Z
立式数控滚弯机A25T
三维数控滚弯机A25T-2Z
卧式B型机
卧式数控滚弯机B15T
卧式数控滚弯机B25T
卧式数控滚弯机B35T
其他型
立式滚弯机C15T
三维数控滚弯机F25T
正反弯数控滚弯机S10T
14轴三维滚弯机X25T
操作系统PC10
滚绕弯机
12轴数控滚绕弯机 50型
12轴数控滚绕弯机 89型
6轴数控滚绕弯机 210型
操作系统-PC30
弯曲配件
三维扫描仪
数显测弧仪
Search for:
广东高谱弯曲技术有限公司
弯曲专家
2023-11-14T11:02:02+08:00
高 谱
只做一件事:把直的金属型材变弯。
我们在做一件国人没做好的事。
把这件事做到极致,就是成功!
了解更多
高谱产品
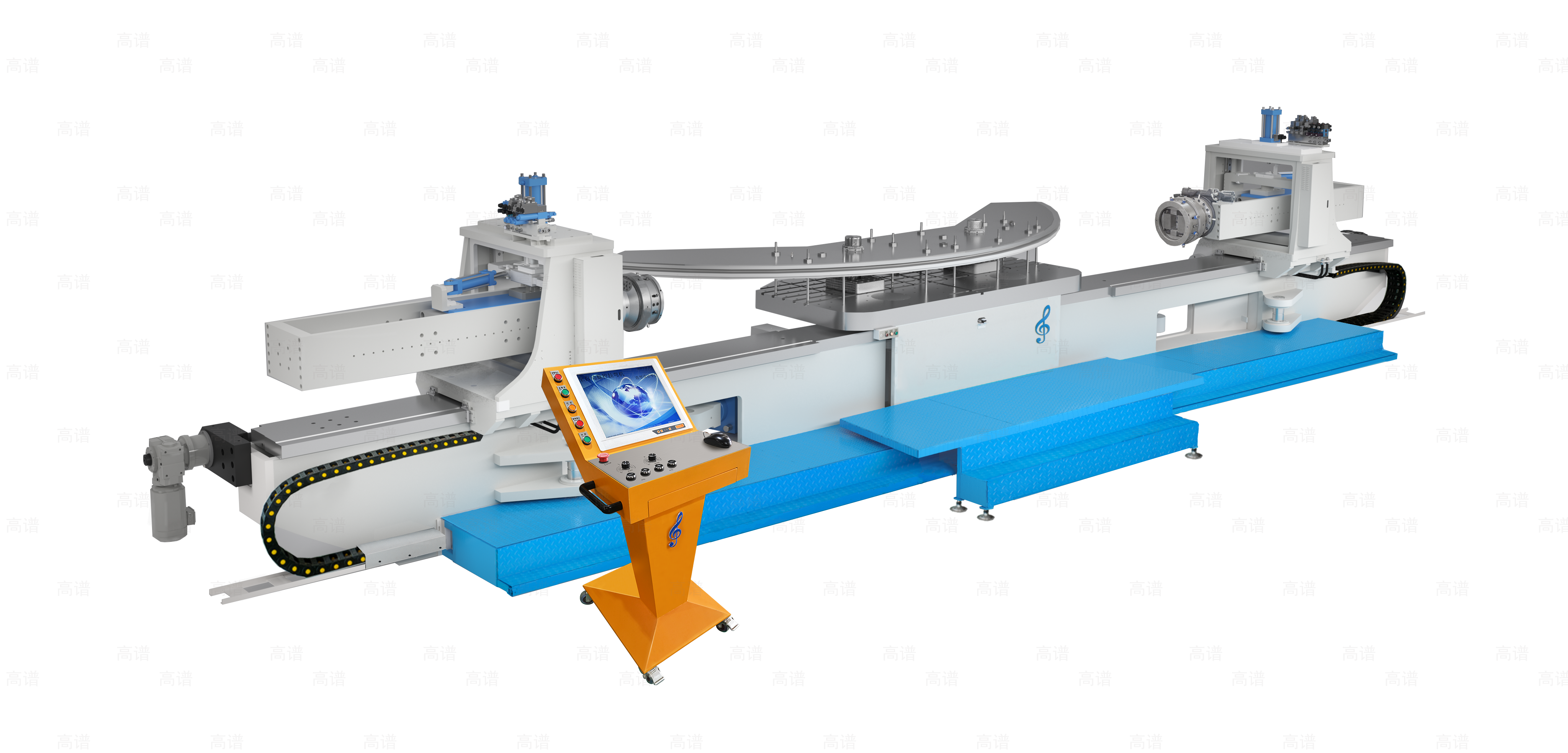
数
控拉弯机
我们拥有通用型拉弯机、三维拉弯机、防撞梁拉弯机,其中三维数控拉弯机是高谱的最新科研成果,集正向拉弯成型、反向拉弯成型以及三维多角度拉伸成型等多功能于一体。丰富的功能、精准而又灵活的弯曲能力把人们对空间曲美的想象力呈现于真实的世界中!
了解详情
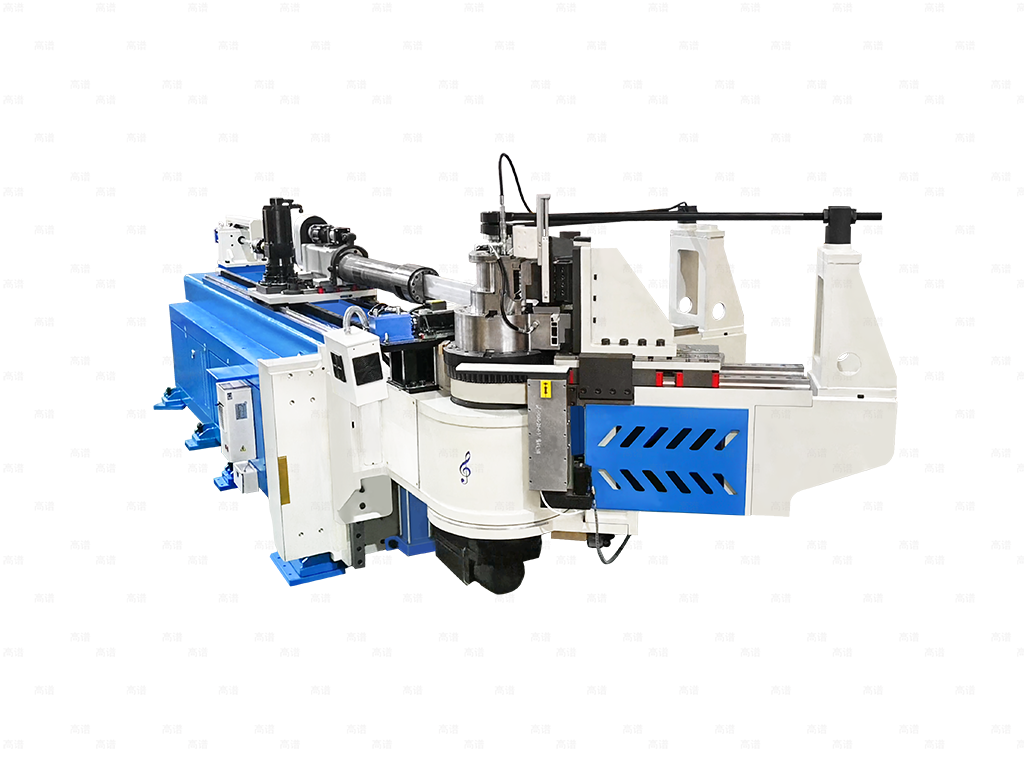
数控滚绕弯机
高谱的数控滚绕弯机配备了数控系统,是一台采用多层设计,具有多半径轴,具备多半径、多角度、多方向弯曲能力的弯管机,能精准弯曲加工精美的立体工件。高谱的数控滚绕弯机搭配机械臂,可实现全自动的弯曲加工。
了解详情
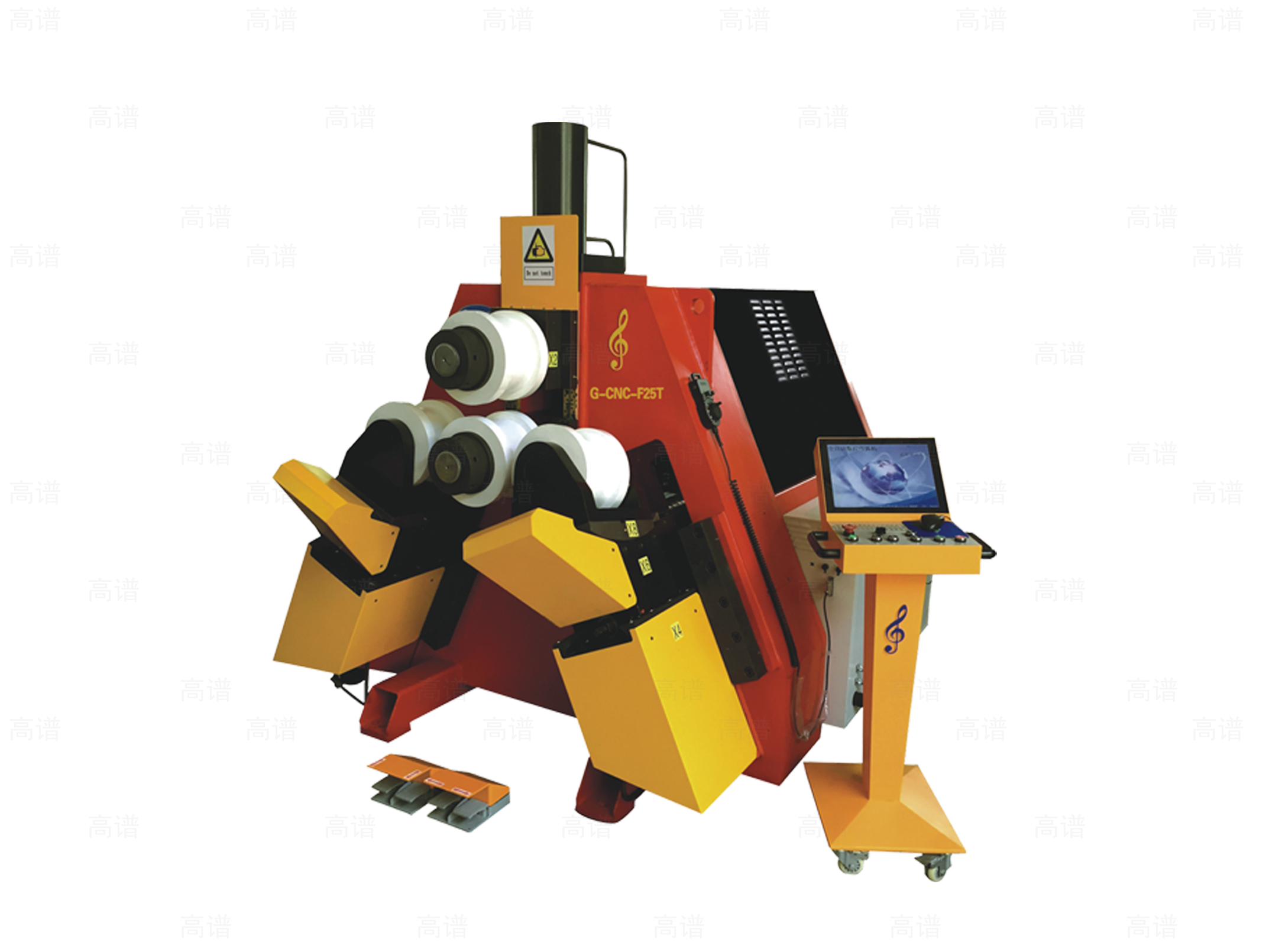
数控滚弯机
高谱立式数控滚弯机具备三维或二维系列机型,都具备柔性可调节大小的液压压力、紧凑的设计、高精度的Y轴。在新能源汽车、轨道交通、电扶梯、航天航空、灯饰、家具、建筑工程、门窗幕墙、卫浴五金、装饰工程、健身器材等领域得到了广泛应用,也能为更多行业提供合适的弯曲解决方案!
了解详情
高谱检具
靠模检具
三维扫描
电子检具+矫正
弯曲成品
合格率:99%以上;效率30-55秒/件;含定位基准孔;部分产品没有尾料:满足CMK要求。
弯曲加工的应用行业
高谱能为各行业提供数控拉弯机拉弯,以及数控滚弯机滚弯等零部件的弯曲加工服务。
高谱研制的数控拉弯机、滚弯机能为各行各业提供先进的弯曲解决方案!
合格率:99%以上;效率30-55秒/件;含定位基准孔;部分产品没有尾料:满足CMK要求。
我们的客户群
高谱资讯
相会上海——探讨弯曲的艺术
Gallery
相会上海——探讨弯曲的艺术
中文资讯
,
展会信息
相会上海——探讨弯曲的艺术
中山古镇灯博会-照亮世界,温暖未来。
Gallery
中山古镇灯博会-照亮世界,温暖未来。
中文资讯
,
展会信息
,
展会预告
中山古镇灯博会-照亮世界,温暖未来。
广东高谱-DME东莞国际机床展
Gallery
广东高谱-DME东莞国际机床展
中文资讯
,
展会信息
,
展会预告
广东高谱-DME东莞国际机床展
广东高谱-上海(深圳)汽车零配件展览会
Gallery
广东高谱-上海(深圳)汽车零配件展览会
中文资讯
,
展会信息
广东高谱-上海(深圳)汽车零配件展览会
广东高谱-东莞国际机床展
Gallery
广东高谱-东莞国际机床展
展会信息
广东高谱-东莞国际机床展
广东高谱-中国玉环国际机床展
Gallery
广东高谱-中国玉环国际机床展
展会信息
广东高谱-中国玉环国际机床展
广东高谱-中山古镇灯博会
Gallery
广东高谱-中山古镇灯博会
展会信息
广东高谱-中山古镇灯博会
联系我们
Email:
info@g-cnc.com
固话:
400-9318848
手机:
13902387438
微信:
13902387438
时间:
24小时
地址:
广东省佛山市南海区大沥镇太平大道75号太平西工业区
Go to Top
























 我们的客户群
我们的客户群